May 31, 2020
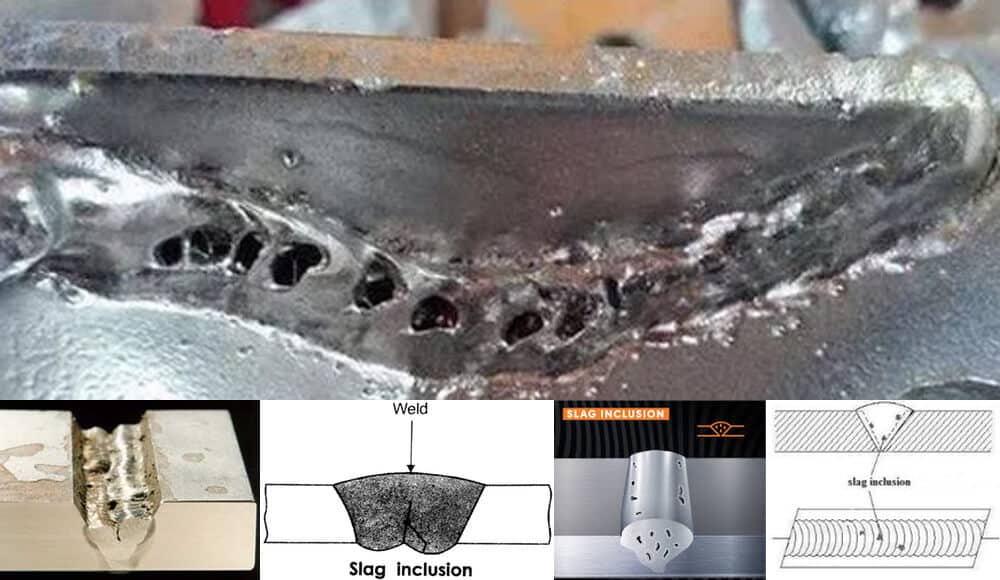
In some welding processes, a byproduct called welding slag will often form together with the welding results. But, sometimes, it might cause slag inclusions in welding if the welder was unable to handle the welding process properly. It is a type of clear and glasslike material that is formed due to flux materials melting in or on the weld zone, instead of rising on the surface of the welded metal. As it cools and solidifies, it sticks to the weld bead. It is most often produced in arc welding processes such as stick welding, submerged arc welding, and flux-cored arc welding, among other examples.
Welding Flux VS. Welding Slag
Welding flux is an essential and vital material in every welding process. It is composed of carbonate and silicate materials. This welding flux then works as a shield for the welding against different atmospheric gases that can affect the welding result. When the weld zone is heated and comes in contact with the flux material, it melts and excretes gas. These new gases push the gases in the atmosphere back. In turn, this prevents oxidation and nitrogen reactions that can affect the final product.
The now melted flux covers the molten metal which you have on your weld. The flux materials used for welding are crafted to have a density lower than the base metals being used. It is made so that there is a perfect amount of protective layer made out of flux and pure metal being welded beneath it in the so-called weld puddle.
Besides, the flux materials used are also very helpful in other ways to regulate the quality of your metal weld. It may contribute to changes in the metal’s behavior, either physically or chemically. It is also thermally insulating the weld to reduce the metal’s cooling rate. Thus, the flux helps in ensuring a better result in the final welded product.
Among the welding processes, more often, the stick welding (SMAW) and flux-cored arc welding (FCAW) frequently use flux materials. In turn, these flux materials cause the creation of slag, during a step called puddle solidification.
It is essential to know that unlike a flux coating that is appropriately applied onto welded metal, slag is essentially waste material. It does not contribute to a better result. Nevertheless, it can diminish the quality of your work and weld.
Types of Slag Inclusion
There are other determinants such as the surface tension between the flux and the weld, or the various components used to create the flux materials. An oxidizing flux, for example, is a type of flux material that has the compound, iron oxide, present within it. It will result in low surface tension on the weld, which promotes wetting into the welding metal.
Using this type of flux material would combat a weld pool that has low levels of oxygen content. This will result in high surface tension and a poor welding result if the correct flux material isn’t used. On the other end of the spectrum, a flux that has a high silicate content will create a slag that is very glasslike and clear.
Fluxes, which include traces of lime content, will create a tougher and heavily adherent slag, which would be difficult to extract from the weld. This type of flux coatings is the one that is most susceptible to creating slag inclusions.
Another type of inclusion is tungsten, which occurs during the gas tungsten arc welding process (GTAW). This inclusion can happen when the current is too high, meaning that there is a significant number of electrodes between your filler and base metal. They may also be created when errors occur while the tungsten electrode is submerged in the molten metal.
However, slag inclusions can easily be recovered from and avoided through the practice of proper welding techniques. If done correctly, they can rise to the surface of the molten metal being worked on. There are many simple ways to reduce the risks of having slag inclusions, such as avoiding overly thick electrodes in small and tight joints, as well as being observant enough not to undercut when welding.
What Are The Causes of Slag Inclusions?
Slag inclusions, on the other hand, are welding defects that can be the result of a poor welding technique and can impede one’s work. Slag inclusions occur when foreign particles become trapped within the weld’s interface, especially in hollows and sharp angles. They may also vary in size and shape. They can be identified as individual particles or lengthy lines.
The slag will carry the different elements and materials on the surface of the weld metal. As a result, the weld’s surface does not become appropriate to coatings and may cause issues if the slag is not removed or taken out properly. It is a “must” to remove any type of slag or slag inclusions, as it can affect the next time a new piece is welded.
The slag inclusion is due to the slag not being removed carefully and neatly. Debris is easily caught in the weld’s creaks. If one creates another weld pass with the slag still present on the weld, it can cause problems for the next welding pass. It can also be due to faults in the joint boundaries and between weld passes. These faults can cause the entrapment of slag. Even after cleaning, slag can remain in the weld. They are often removed using a chipping hammer or wire brush.
Removing slag can vary in difficulty depending on the type of electrode coating that was used as well as its thickness. The cleaning materials that you can use to remove slag from the weld must also be specialized and appropriate to the type of materials such as specified tools for steel, stainless steel, etc.
Besides, there are other possible reasons and causes of the formation of slag during the welding process. If the welding current is too small, it can pose problems in melting the metal being used. As a result, the slag forms instead of floating above the weld’s surface as a normal flux coating would. If the welding current is too high, together with very fast speed, it can often cause sidewall undercutting. Not only can it cause entrapment, but it can also cause slag removal problems in the long run. Slag inclusions can also occur if the welding speed is too fast. Likewise, slag inclusions happen if the pool is cooled down too early, or if the rod is not suitable for the process.
The slag may also become embedded or entrapped within the welded metal if it does not surface to the top and cool as a protective layer. Slag particles being visibly present on the surface of the weld can be easily identifiable. Yet, slag inclusions are hard to identify, because you can only see the particles within a piece of metal through an x-ray.
Techniques On How To Remove Slag Inclusions
If there are slag particles that have been detected inside the metal, you should remove it. It would help if you grind or drill the metal, and then, and re-weld it to turn it back to its original state. The safest way to remove the slag on the weld is through mechanical means. It is an essential step to do before welding any new materials on the clean slate or top of each other.
There are different ways you can remove slags, such as by grinding, light chipping, or wire brushing. Your method of removing slags may vary depending on the thickness of the slag, and the difficulty of removal in the areas affected by the inclusions. For example, in narrow joints or areas that are undercut, grinding the weld down is a proper form of removing slag completely.
Through the process of removal, it will also prepare the weld for processing. You should inspect the current quality of your weld zone before starting a new creation. A clean weld, free of slag, can also make way for different coatings, unlike such as oil or paint. Lastly, it will contribute to a clean and neat visual aesthetic.
There are certain types of flux materials that can affect the creation of slag, the final result of your welded work, and the state of your weld itself. Depending on the composition of your flux coating, it may contribute to higher chances of slag inclusions occurring during the welding process. Other factors come into play, such as how the flux shapes itself onto the weld bead’s shape.
Unknowingly, slag inclusions can become more common if basic fluxes are used more often. This is due to the weld bead’s shape, which is usually of a convex profile. This will result in slag easily getting caught in between the weld toes, especially in ones with multi-passes, which will pose more difficulty when removing them.
Tips, Tricks, and Techniques for Preventing Slag Inclusions
What is the proper welding technique everyone should practice for avoiding slag inclusions? A practice called electrode manipulation creates the weld beads into adequate and uniform shapes, free of any pockets or nooks, which can become susceptible to be slag inclusions. In essence, there are three things that you should bear in mind to prevent slag entrapment. These factors include:
- The appropriate size of an electrode.
- Identifying a proper angle to work the metal into.
- Smooth type of weld bead.
These tips and suggestions also apply to multi-pass vertical welding. Care must be observed to eliminate any minor slag pockets that may appear. Moreover, it would be best if you minimized the possibilities of undercutting the material. When using the weaving technique while welding, it’s also essential to pay attention to creating dwells by the edges of the weave. This will help in creating a flatter weld bead profile through its support in sidewall fusion.